
www.przemysl-polska.com
26
'12
Written on Modified on
Silniki krokowe Faulhaber regulują podawanie drutu do spawania i lutowania
Zarówno w przypadku lutowania, twardego lutowania indukcyjnego czy spawania laserowego spoiwo metalowe często jest dostarczane w postaci drutu. System musi zawsze dostarczać powtarzalną długość metalu do spawania we właściwe miejsce bez żadnych zacięć oraz skręcania. Nowy, automatyczny podajnik drutu napędzany przez sterowany mikromotor firmy Faulhaber stanowi niezawodne rozwiązanie tego problemu.
z firmy Faulhaber, aby zrealizować system podawania drutu, który jest dokładny i elastyczny.
Ponieważ głównym celem procesu jest dostarczenie wszelkiego rodzaju spoiw metalowych do obrabianego przedmiotu w postaci drutu, nowy moduł został zaprojektowany do pracy z szerokim zakresem spoiw. Bardzo różne parametry takie jak grubość drutu, stabilność drutu czy geometria obrabianego detalu muszą zostać wzięte pod uwagę przy początkowych ustawieniach. Z tego powodu moduł podajnika drutu zawiera wiele różnych czujników, które dokładnie identyfikują aktualną pozycję drutu. Pozwala to systemowi na dostarczenie – w zależności od wymagań - cienkiego, miękkiego drutu do lutowania lub relatywnie sztywnego drutu stalowego do spawania laserowego. Skomplikowany system czujników sam uczy się specyfiki procesu spajania. Niemniej, bez napędów, które dokładnie wykonują instrukcje sterujące, nawet najlepsze systemy ewaluacji i rejestracji danych i nie przyniosą efektu. W tym miejscu do gry wchodzą mikronapędy kompaktowe Faulhaber.
Drut jest dostarczany w żądane miejsce dzięki małym silnikom krokowy o zdefiniowanym przyroście (inkremencie). Prędkość dostarczania wynika z liczby impulsów kroku w jednostce czasu. Dodatkowo enkoder optyczny sygnalizuje właściwą rotację dla sterownika - jest umieszczony na kole napędowym silnika krokowego, gdzie mierzy poślizg i odchylenia oraz rzeczywistą ilość dostarczanego drutu. Duża liczba przełożeń oferowana przez kompaktowe silniki krokowe Faulhaber pozwala znaleźć optymalne przełożenie zgodne z wymaganiami każdego procesu. Połączenie przekładni i silnika krokowego, projektowane według indywidualnych specyfikacji oferuje obecnie przełożenia z zakresu między 14: 1 a 134: 1 i pozwoliły po raz pierwszy projektantom na pracę z zasadą akcja-reakcja.
W tym wypadku inteligentne urządzenia monitorujące mierzą siłę reakcji, która następuje podczas zetknięcia drutu z punktem lutowania. Bardzo precyzyjny 22 mm silnik krokowy w połączeniu z enkoderem umożliwiają ścisłą kontrolę podawania drutu. W rezultacie możliwości podawania drutu ustanawiają nowe standardy jakości i powtarzalności w różnych procesach lutowania i spawania. Można powiedzieć, że w miejscu spawania/lutowania spoiwo metalowe (drut) funkcjonuje jak praktycznie nie zużywające się mechaniczne urządzenie pomiarowe. Oznacza to również, że nieuniknione zmiany w pozycjonowaniu lub geometrii obrabianego elementu mogą być niezawodnie identyfikowane równocześnie z przebiegiem procesu spajania w danym miejscu.
Zastosowania wymagają prostego silnika o regulowanej szybkości dostarczania drutu i sile docisku. Porównując różne systemy w tym zakresie, najlepszą opcją jest dwufazowy silnik krokowy. 24 kroki na obrót oraz określona szerokość kroku ułatwiają kontrolę. Jednocześnie napęd taki posiada możliwość określenia momentu obrotowego o wartości prawie 40 Nm jeśli jest to wymagane. Siła docisku spoiwa metalowego może być zatem utrzymywana stale w szerokim zakresie, a prędkość dostarczania może być łatwo zmieniana dzięki prędkości silnika większej niż 10 000 obr/m lub 4000 kroków na sekundę. Aby zagwarantować wymaganą precyzję na kole sterującym napędu dodatkowo montowany jest enkoder optyczny. Generuje on od 100 do 500 impulsów na obrót wałka pędnego wraz z zerowym impulsem odniesienia lub bez niego lub do 1024 impulsów w wysokiej rozdzielczości. Zastosowana przekładania redukcyjna dodatkowo zwiększa płynność pracy wałka napędowego ostatecznie przenoszącego drut spawalniczy.
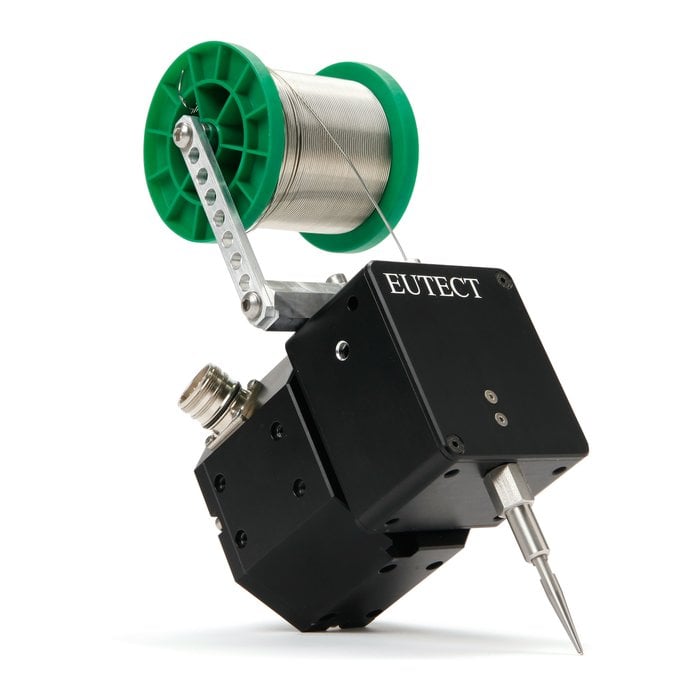
fau134_bild1.jpeg: Kompaktowy moduł podajnika drutu do spawania i lutowania
fau134_bild5.jpeg: Kompaktowy moduł napędowy składający się z silnika krokowego i enkodera
fau134_bild4.jpeg: Precyzyjne dostarczanie drutu mimo niewielkich rozmiarów
dff11069.jpeg: Sterowany mikronapęd Faulhaber
